铸铁焊接平板通常选用灰铸铁或球墨铸铁进行铸造。灰铁被称为孕育铸铁,其以不高的本钱,优良的机械功能和铸造功能被普遍应用于铸造职业中。要运用灰铸铁取得合格的铸造坯件,须经过碾砂-造型-熔炼-浇注-整理-查看等很多环节,要铸件的质量须操控好铸造进程中的各个环节。铸造熔炼时出产灰铸铁件,须严厉操控人炉和人包资料的质量,对其成分、块度及理化功能须按要求进行查看和查验。孕育铸铁是一种片状石墨的灰铸铁,仅仅制作原理同一般铸铁不同,增加了孕育进程。在低碳、硅成份的铁水中加人适量的孕育剂,以按捺其过度石墨化。一般来说,原铁水的含碳量在2.8~3.0%之间,因为孕育铸铁含碳较低,多以炉料中加人足够数量的废钢。硅的含量在0.9~1.5%之间,以便加大孕育剂的加人量,以进步铸件机械功能。含硫、锰量分别在0.08~0.12%和0.9~1.2%规模时,若含锰量过高,铸铁中则呈现渗碳体。含磷量小于0.12%,若其含量高,会影响铸件强度。
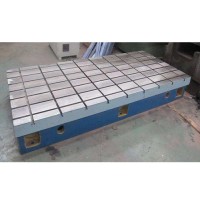
铸铁焊接平板通常选用灰铸铁或球墨铸铁进行铸造。灰铁被称为孕育铸铁,其以不高的本钱,优良的机械功能和铸造功能被普遍应用于铸造职业中。要运用灰铸铁取得合格的铸造坯件,须经过碾砂-造型-熔炼-浇注-整理-查看等很多环节,要铸件的质量须操控好铸造进程中的各个环节。铸造熔炼时出产灰铸铁件,须严厉操控人炉和人包资料的质量,对其成分、块度及理化功能须按要求进行查看和查验。孕育铸铁是一种片状石墨的灰铸铁,仅仅制作原理同一般铸铁不同,增加了孕育进程。在低碳、硅成份的铁水中加人适量的孕育剂,以按捺其过度石墨化。一般来说,原铁水的含碳量在2.8~3.0%之间,因为孕育铸铁含碳较低,多以炉料中加人足够数量的废钢。硅的含量在0.9~1.5%之间,以便加大孕育剂的加人量,以进步铸件机械功能。含硫、锰量分别在0.08~0.12%和0.9~1.2%规模时,若含锰量过高,铸铁中则呈现渗碳体。含磷量小于0.12%,若其含量高,会影响铸件强度。 铸铁焊接平板铸造型体有双围子、单围子和箱体式。其工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等用以达到生产中不同铸铁焊接平板的不同工作需要。材质为铸铁HT200-250,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)对铸铁焊接平板进行热处理的目的是减少铸件中的应力,铸铁焊接平板的部分白口组织,提升铸铁焊接平板工作表面的硬度和抗磨性,使铸铁焊接平板的精度稳定,抗磨性能好,回过火的铸件也能很好的加工。铸铁焊接平板基面变换的基本原理,就是以原始测量数据数值的增减来表征基准平面的平移或旋转或既平移又旋转。通过基准平面适当的平移、旋转,使被测面上各点高度相对于旋转后的基准平面的数值符合小条件判别准则的要求,获取小条件原则的平面度误差值。
铸铁焊接平板的使用调试操作步骤:
1、铸铁焊接平板的作业面要擦洗洁净,在承认没有问题的情况下运用,运用过程中,要注意避免工件和T型槽平台的作业面有过激的磕碰,避免损坏铸铁焊接平板的作业面。
2、在没有装置调试合格的检验铸铁平板上作业是没有意义的作业,非人员的装置调试铸铁焊接平板是违规的操作,有能够损坏铸铁焊接平板的布局,甚至会形成铸铁焊接平板变形,使之损坏,无法运用。
3、所以运用前,咱们要有的作业人员进行铸铁焊接平板的装置调试,非人员的装置调试是违规的操作,要肯定不能够选用。
4、工件的分量较不能够划线渠道的额外载荷,否则会形成作业质量下降,还有能够损坏T型槽平台的布局。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类多样,重信用、守合同,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,取得了广大用户的普遍赞誉和支持。
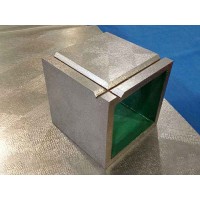
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
铸铁焊接平板http://www.khjxlj.com/khztptpb/khztptpb213.html
三维柔性焊接平板http://www.khjxlj.com/khswrxhj/khswrxhj.html
铸铁检测平台http://www.khjxlj.com/khztptpb/khztptpb3.html
铸铁三维铆焊平台http://www.khjxlj.com/khztptpb/khztptpb6.html