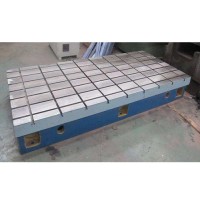
数控床身铸件是机床的基础件。要求机床床身要有足够高的静动刚度和精度保持性。在满足总体设计要求的前提下。应尽可能的做到既要结构合理。筋板布置恰当。又要保持数控床身铸件良好的冷热加工工艺性。在设计环节。通过机床动力学。对机床床身进行受理分析。
 数控床身铸件的设计合理,结构程度和加强筋的搭配使机床床身抗扭,提高机床床身刚性。为使数控机床具有良好的静刚度。应注意合理选择机床床身的结构形式。如:数控床身铸件采用封闭的完整箱体结构。数控床身铸件采用封闭式截面。合理选择及布局机床床身的隔板和筋条。尽量减小结合面。提高部件间接触刚度等。纵向隔板主要提高数控床身铸件抗弯刚度,横向隔板主要提高数控床身铸件抗扭刚度,斜向隔板兼有提高机床床身抗弯刚度。抗扭刚度的效果。
数控床身铸件的设计合理,结构程度和加强筋的搭配使机床床身抗扭,提高机床床身刚性。为使数控机床具有良好的静刚度。应注意合理选择机床床身的结构形式。如:数控床身铸件采用封闭的完整箱体结构。数控床身铸件采用封闭式截面。合理选择及布局机床床身的隔板和筋条。尽量减小结合面。提高部件间接触刚度等。纵向隔板主要提高数控床身铸件抗弯刚度,横向隔板主要提高数控床身铸件抗扭刚度,斜向隔板兼有提高机床床身抗弯刚度。抗扭刚度的效果。数控床身铸件在生产中采用聚苯乙烯泡塑模样,应用味喃树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在金属液作用下迅速气化,燃烧而消夫,表面质量好等优点。
数控床身铸件采用树脂砂铸造工艺,选料精细,品质上乘。数控床身铸件、数控机床床身准确的配比,较高的抗拉抗弯强度,相对来说,消失模铸造对于生产单件或小批量的汽车覆盖件,机床床身等大型模具较之传统砂型有很大优点,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产速率,具有尺寸精度不错,加工余量小等优点。
数控大型床身铸件由于多种因素影响,经常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对数控床身铸件的质量、制造本钱、生产速率、劳动强度和环境污染等各方面都有十分重要的影响。只要我掌握好造型造芯的工序,其实造型造芯是平板铸件形成过程中的关键工序之一。就可以提高我数控床身铸件平板的质量。
数控大型床身铸件加工时,为了防止数控床身铸件平板发生的变形。要用四根同样长度的钢丝绳同时挂住数控床身铸件平板上得四个起重孔,将数控床身铸件平板平稳吊装在运输工具上。将数控床身铸件支承点垫好、垫平,确定每个支撑点受力均匀,确定整个数控机床铸件平板平稳。为了防止数控床身铸件平板整体变形,使用完毕后,要将工件从数控床身铸件平板上拿下来,防止工件长时间对数控床身铸件平板重压造成数控床身铸件平板的变形。
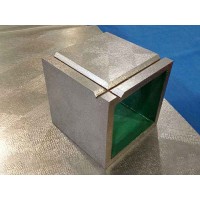
其工作面硬度应为170~220H数控床身铸件平板应采用细密的灰口数控床身铸件等材料制造。应有装置手柄或吊环装置的螺纹孔(或圆柱孔)且装置位置的设计应尽量减少因搬运而引起的变形平板相对两个侧面上。其中一个工作面上有V型槽。
数控大型床身铸件的加工标准:
1、铸造数控床身铸件使用HT250铸铁,数控床身铸件的抗拉强度达25000PSI。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。另外,由于石墨使切削加工时易于形成断屑,所以灰口铸铁的可切削加工性优于钢。
2、数控床身铸件在露天自然时效或人工时效处理,减少装配后的数控床身铸件变形,确定数控床身铸件精度和使用性。
3、确定数控床身铸件的质量,无铸造裂纹、砂眼、气孔等铸造缺陷。
4、在数控床身铸件内部填充一些聚合物,提高机床的稳定性。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类多样,重信用、守合同,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
数控床身铸件http://www.khjxlj.com/
大型床身铸件http://www.khjxlj.com/
铸铁圆形平板http://www.khjxlj.com/