由于机床床身的尺寸较大,在初始浇注时模型的温度并不均匀。假设开始浇注短时间0.01s范围内稳态热分析的结果作为后续瞬态热分析的初始条件。铸件初始温度:1400℃,铸型初始温度:25℃。对铸造过程进行热分析的边界条件是铸型与空气之间的空气对流。由于砂型铸造,对流系数随温度变化不大,取为常数65W/m2.C。在强通风对流条件下,床身温度变化尤其快,较初1h温度下降高达180℃,4h后床身整体温度已降至50℃以下,且较低温度已接近室温。随后由于本身温度较低,温度变化相对缓慢,7h后较高温度降至28.5℃,整体温差只有3℃。同时可以看到铸件在落砂后,自然对流条件下较薄部位的筋板和横断隔板降温较快,较厚部位的无排屑孔导轨降温较慢。
由于机床床身的尺寸较大,在初始浇注时模型的温度并不均匀。假设开始浇注短时间0.01s范围内稳态热分析的结果作为后续瞬态热分析的初始条件。铸件初始温度:1400℃,铸型初始温度:25℃。对铸造过程进行热分析的边界条件是铸型与空气之间的空气对流。由于砂型铸造,对流系数随温度变化不大,取为常数65W/m2.C。在强通风对流条件下,床身温度变化尤其快,较初1h温度下降高达180℃,4h后床身整体温度已降至50℃以下,且较低温度已接近室温。随后由于本身温度较低,温度变化相对缓慢,7h后较高温度降至28.5℃,整体温差只有3℃。同时可以看到铸件在落砂后,自然对流条件下较薄部位的筋板和横断隔板降温较快,较厚部位的无排屑孔导轨降温较慢。 大型床身铸件在高温下浇注,在凝固冷却过程中,因温度下降而产生收缩和发生相变,如收缩和相变受到阻碍,便会在铸件中产生铸造应力。铸造应力按其形成原因可分为热应力、相变应力和机械阻碍应力三种。铸造应力是热应力、相变应力和机械应力三者之和。常用的去掉应力的方法如下:
一、自然时效法自然时效去掉应力效果好,但要达到去掉残余应力的目的,就要使铸件长期暴露的空气中数年。长时间的放置全部不适合现代企业生产,一般不予采用。
二、热时效法热时效能去掉应力,但对设备成本高、耗能高,根据时效窑的功率不同一般需要30h以上。是普通使用的去掉残余应力的工艺方式。但在能源日益紧张的情况下,也不适合应用,而且其经济成本高,不符合企业生产的综合经济效益。所以需要寻找一种能够替代热时效的工艺方法。
三、振动时效法振动时效的实质是以振动的形式给工件施加附加应力。当附加应力与残余应力叠加后,达到或超过材料的屈服限时,工件发生微观或宏观的塑性变形,从而降低和均化工件的残余应力,从而使工件几何尺寸稳定。该工艺方法耗能低、设备简单使用方便,目前普遍应用。
如数控床身铸件浇注后,在惰性气体,或还原性保护气氛下冷却,把防止氧反应和防止表面脱碳结合起来,直保护到数控床身铸件表面达不到氧反应温度为止。表面保护良好的铸件脱壳后其表面呈银灰色、银白色或带彩色的氧反应色。清理对熔模铸件表面粗糙度影响也很大。浇注和金属液凝固过程中,因温度较高,铸件表面会氧反应,且氧反应层不均匀,加上数控床身铸件表面金属氧反应物有可能与型壳中氧反应物作用,促使铸件表面不均匀的脱落,显著地增加铸件表面的粗糙度。数控床身铸件在保护气氛下冷却是表面的重要一环。如铸件浇注后,在惰性气体,或还原性保护气氛下冷却,把防止氧反应和防止表面脱碳结合起来,直保护到铸件表面达不到氧反应温度为止。表面保护良好的铸件脱壳后其表面呈银灰色、银白色或带彩色的氧反应色。清理对熔模铸件表面粗糙度影响也很大。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类多样,重信用、守合同,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
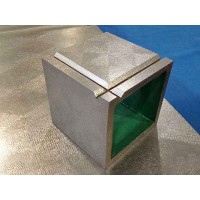
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
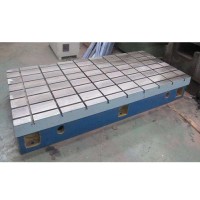
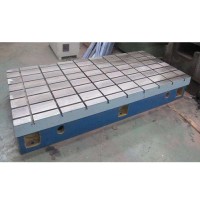
数控床身铸件http://www.khjxlj.com/
大型床身铸件http://www.khjxlj.com/
铸铁圆形平板http://www.khjxlj.com/