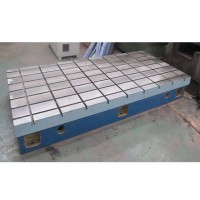
铸铁焊接平板进行表面质量的检验一般使用的是途色法,这种方法普遍应用于表面质量的检验。铸铁焊接平板安装就调至水平板、负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸铁焊接平板适用于各种检验工作,测量用的基准平面;用于机床机械检验测量基准;检查零件的尺寸精度或形为偏差,并作紧密划线,在机械制造中也是的基本工具铸铁焊接平板精度:按标准计量检定规程执行分别为0,1,2,3等级四个级别。铸铁焊接平板工作面通常应采用刮削工艺。对采用刮削加工的3等级平板工作面,其表面粗糙度Ra允许值为5μm。铸铁焊接平板在加工过程中,先加工铸铁焊接平板基座面;作为定位基准的铸铁焊接平板表面应起先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
 铸铁焊接平板在使用时要提前安装调试。然后才可以使用。在没有安装调试合格的铸铁焊接平台上工作是没有意义的工作,非职员的安装调试铸铁焊接平板是违规的操纵,有可能损坏铸铁焊接平板的结构,甚至会造成铸铁焊接平板变形,使之损坏,无法使用。所以使用前,我们要有的工作职员进行铸铁焊接平板的安装调试,非职员的安装调试是违规的操纵,要不可以采用。铸铁焊接平板热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。
铸铁焊接平板在使用时要提前安装调试。然后才可以使用。在没有安装调试合格的铸铁焊接平台上工作是没有意义的工作,非职员的安装调试铸铁焊接平板是违规的操纵,有可能损坏铸铁焊接平板的结构,甚至会造成铸铁焊接平板变形,使之损坏,无法使用。所以使用前,我们要有的工作职员进行铸铁焊接平板的安装调试,非职员的安装调试是违规的操纵,要不可以采用。铸铁焊接平板热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。 铸铁焊接平板是在生产中检验产品的大小尺寸是否符合标准,如有误差或形位偏差时,在其位置做出紧密划线,以便进行半成品的再加工。铸铁焊接平板是工业测量中的基准平面,适用于各种检验工作。铸铁焊接平板在使用时,要行安装调试,始终保持平板工作面的清洁,使用过程中,要注意被测工件和平板的工作面不能有过激的碰撞,工件的重量愈不可以超过铸铁焊接平板的额定载荷,都有可能损坏铸铁焊接平板的工作面,甚至会造成平板变形,使之损坏,无法使用。
铸铁焊接平板使用寿命的延长方法:
一、为了防止铸铁焊接平板发生的变形,在吊装铸铁焊接平板时,要用四根同样长度的钢丝绳同时挂住铸铁焊接平板上得四个起重孔,将铸铁焊接平板平稳吊装在运输工具上。
二、将支承点垫好、垫平,每个支撑点受力均匀,整个平板平稳。
三、安装时将铸铁焊接平板的各个支撑点用调整垫铁垫好、垫实,由技术人员将平板调整至合格精度。
四、使用时要轻拿轻放工件,不要在上面挪动比较粗糙的工件,以免对工作面造成磕碰、划伤等损坏。
五、为了防止整体变形,使用完毕后,要将工件从铸铁焊接平板上拿下来,避免工件长时间重压造成变形。
六、不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用外包装将铸铁焊接平板盖好,以防止平时不注意造成对工作面的损伤。
七、应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
八、按标准实行定期周检,检定周期根据具体情况可为6-12个月。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类多样,重信用、守合同,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
数控床身铸件http://www.khjxlj.com/khjczjxl/khjczjxl22.html
大型床身铸件http://www.khjxlj.com/khjczjxl/khjczjxl24.html
铸铁圆形平板http://www.khjxlj.com/
三维柔性焊接平台http://www.khjxlj.com/khswrxhj/khswrxhj.html